|

|
| Оборудование и инструмент Все о станках, инструменте и оборудовании. |

|
|
|
 19.01.2024, 19:35
19.01.2024, 19:35
|
#1
|
|
Модератор
Регистрация: 25.02.2010
Адрес: г.Орск
Сообщений: 5,236
Сказал(а) спасибо: 8,276
Поблагодарили 16,307 раз(а) в 4,589 сообщениях
Вес репутации: 4036
|

Пару слов о качестве пластика.
Первый кронштейн печатал каким-то дешёвым пластиком. И он надломился. На срезе видно, что слои не спеклись.
Снимок1.jpg Снимок.jpg
Как так, думаю. Ведь уже катушку такого пластика израсходовал и там все было норм. Поднял историю покупок. Да, брал у одного продавца. Брал в разное время, думаю и разные партии. Посмотрел внимательнее на характеристики, заявленные в карточке товара. Там черным по белому- "Пластик для 3D печати «Некрасовский» серии ЭКО изготовлен из восстановленного сырья с добавлением первичного. Пластик подходит для нетребовательных и объемных печатей." Глянул другие бухты других цветов этого производителя. Они из обычной серии, не из ЭКО. Проблем печати с ними не было. Мой вывод- переработанный пластик лучше не использовать.
Как вы видели, перепечатал кронштейн другим пластиком, который еще дешевле. Результат порадовал. Вывод- цена не признак качества.
До этого брал разные пластики по ценовой категории. Если честно не помню чтоб был момент, чтоб прям ВАХ. Да, печатают. Да, стабильнее внешний вид. Так же отлипают от стола при сквозняках, так же нужно сушить.
Вывод- подбор пластика вещь сугубо индивидуальная. Напрямую зависит от возможностей принтера, от конечных свойств распечатанного изделия, от жабы, от личной интерпретации внешнего вида, от качества и от заявленных свойств на выходе.... Что печатается у одного, у второго не печатается совсем.
__________________
Что прекрасно подходит одному, для другого- не приемлемо.
|

|


|
|
3 пользователя(ей) сказали cпасибо:
|
|
|
19.01.2024, 19:38
|
#2
|
|
VIP
Регистрация: 04.07.2012
Сообщений: 1,968
Сказал(а) спасибо: 4,005
Поблагодарили 3,556 раз(а) в 1,174 сообщениях
Вес репутации: 1052
|
Андрей, а как определяешь: когда уже надо сушить пластик?
пс. и кстати как на моделях видно, что пластик был "мокрый"?
__________________
Автоматизация автоматизаций на АСУ, ТП и тд и тп..
Комплексное решение
|
|
|
|
|
19.01.2024, 19:48
|
#3
|
|
Модератор
Регистрация: 25.02.2010
Адрес: г.Орск
Сообщений: 5,236
Сказал(а) спасибо: 8,276
Поблагодарили 16,307 раз(а) в 4,589 сообщениях
Вес репутации: 4036
|
Цитата:
Сообщение от bbb i ko

как определяешь: когда уже надо сушить пластик?
|
Производитель пластика сам рекомендует перед печатью просушить.
Я же лодырь. Печатает нормально- и пусть так идет. Начались проблемы- первое что необходимо сделать это сушка.
Цитата:
Сообщение от bbb i ko
как на моделях видно, что пластик был "мокрый"?
|
Температура нагрева скажем так, в пределах 190-240 гр. Влага в пластике моментально испаряется, пшикая как утюг. На печати появляются раковины. В общем и слышно и видно.
__________________
Что прекрасно подходит одному, для другого- не приемлемо.
|
|
|
|
|
6 пользователя(ей) сказали cпасибо:
|
|
|
20.01.2024, 03:45
|
#4
|
|
Консультант
Регистрация: 04.07.2010
Адрес: г.Иркутск
Сообщений: 9,141
Сказал(а) спасибо: 16,303
Поблагодарили 28,039 раз(а) в 7,401 сообщениях
Вес репутации: 6731
|
Нравится сочетание "3д принтер и организация хранения"..
Руки чешутся..)
|
|
|
|
|
20.01.2024, 10:42
|
#5
|
|
Модератор
Регистрация: 25.02.2010
Адрес: г.Орск
Сообщений: 5,236
Сказал(а) спасибо: 8,276
Поблагодарили 16,307 раз(а) в 4,589 сообщениях
Вес репутации: 4036
|
Цитата:
Сообщение от Виталий Кацурба
Руки чешутся..)
|
Не все, что может быть напечатано, должно быть напечатано  .
Как пример из видео- про радиусные шаблоны. Мнение- легче на чпу нарезать из мдф. Вразы быстрее печати. Экономически более оправдано. И, если вдруг обгонный подшипник заклинило и появилась дорожка, можно без сожаления выбросить, с легкостью заменив другим вновь изготовленным шаблоном.
Все остальное - для блогеров  (понты, скажу так).
Другое дело, когда другая задача. Как пример литофания. Здесь тоже можно взять чпу фрезер, взять камень и наваять. Но, опять же по моему личному мнению, проще и выгоднее распечатать на принтере.
Вот проба трех дней. За первый день попробовал разные варианты подготовки файла и разные варианты печати. Третий день ушёл на обратную сторону рамки. Имею практически отработанный вариант данного изделия. Осталось с подсветкой решить окончательно.
photodraw.ru-57841.jpg Снимок1.jpg Снимок2.jpg Снимок3.jpg
__________________
Что прекрасно подходит одному, для другого- не приемлемо.
|
|
|
|
|
4 пользователя(ей) сказали cпасибо:
|
|
|
20.01.2024, 11:03
|
#6
|
|
Консультант
Регистрация: 04.07.2010
Адрес: г.Иркутск
Сообщений: 9,141
Сказал(а) спасибо: 16,303
Поблагодарили 28,039 раз(а) в 7,401 сообщениях
Вес репутации: 6731
|
Цитата:
Сообщение от kylan
Не все, что может быть напечатано, должно быть напечатано .
Как пример из видео- про радиусные шаблоны. Мнение- легче на чпу нарезать из мдф. Вразы быстрее печати. Экономически более оправдано. И, если вдруг обгонный подшипник заклинило и появилась дорожка, можно без сожаления выбросить, с легкостью заменив другим вновь изготовленным шаблоном.
Все остальное - для блогеров (понты, скажу так).
Другое дело, когда другая задача. Как пример литофания. Здесь тоже можно взять чпу фрезер, взять камень и наваять. Но, опять же по моему личному мнению, проще и выгоднее распечатать на принтере.
Вот проба трех дней. За первый день попробовал разные варианты подготовки файла и разные варианты печати. Третий день ушёл на обратную сторону рамки. Имею практически отработанный вариант данного изделия. Осталось с подсветкой решить окончательно.
Вложение 145417 Вложение 145418 Вложение 145419 Вложение 145420 |
Андрей, я не резал ролик.
И акцентировал на организации хранения.
По шаблонам согласен, не тот материал.
По литофании, наоборот, для меня камень предпочтительнее.
Хотя это дольше и дороже.
Но есть преимущества.
Хотя бы термостойкость.
Иногда это важно.
|
|
|
|
|
2 пользователя(ей) сказали cпасибо:
|
|
|
26.01.2024, 22:46
|
#7
|
|
VIP
Регистрация: 04.07.2012
Сообщений: 1,968
Сказал(а) спасибо: 4,005
Поблагодарили 3,556 раз(а) в 1,174 сообщениях
Вес репутации: 1052
|
промежуточные результаты ...
1. подтянул ремни
2. пластик не сушил (че-то решил что жена будет против .. спросить не догадался теперь посушу)
3. проверил регулировку стола - зазоры держит, это радует
4. нахлобучил что-то вроде пассивной камеры:
5. понизил температуру, было 210/65, поставил 200/60 (PLA)
6. основание стал обрабатывать клеем для 3д печати:

стало гораздо лучше, но не идеал (краешки чуть чуть загнулись):
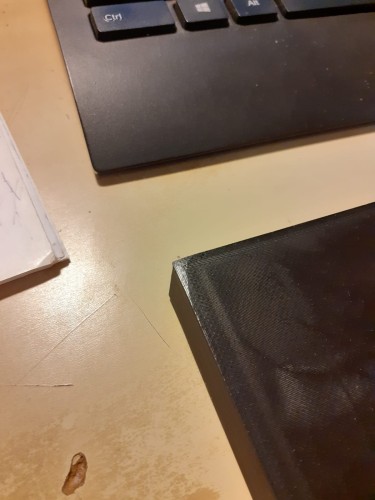
по размерам полная беда: стойки круглые идут в - до 0,2мм в диаметре от задуманного
геометрия тоже себе на уме ):
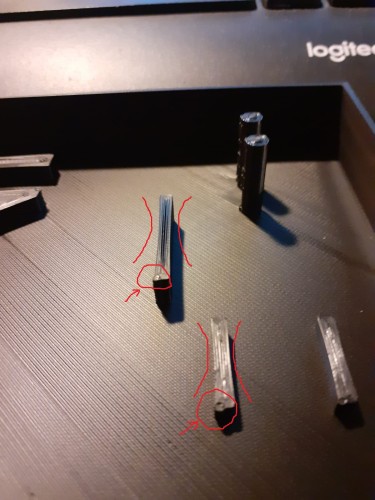
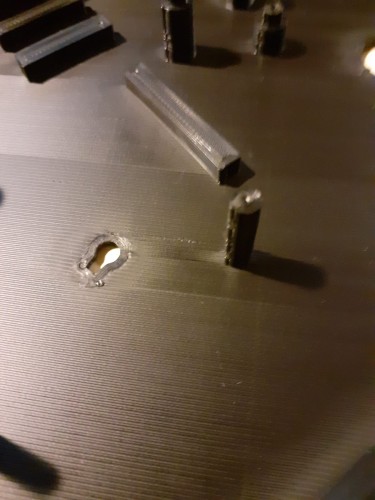
ну и артефакты разные при старте как я понимаю:

больше всего расстраивают размеры. Андрей, тебе тихо завидую 
__________________
Автоматизация автоматизаций на АСУ, ТП и тд и тп..
Комплексное решение
|
|
|
|
|
3 пользователя(ей) сказали cпасибо:
|
|
|
27.01.2024, 07:30
|
#8
|
|
Модератор
Регистрация: 25.02.2010
Адрес: г.Орск
Сообщений: 5,236
Сказал(а) спасибо: 8,276
Поблагодарили 16,307 раз(а) в 4,589 сообщениях
Вес репутации: 4036
|
Цитата:
Сообщение от bbb i ko
больше всего расстраивают размеры
|
Игорь, а подскажи режимы.
1. Высота первого слоя.
2. Скорость первого слоя.
3. Скорость последующих слоев.
4. Обдув первого слоя.
5. Обдув последующих слоев.
Кстати, многие владельцы летающего медведя жалуются на плохой стоковый обдув.
И мне кажется, что на фото с отклеенным углом ( третье ) получилась "слоновья нога". Правильно?
Цитата:
Сообщение от bbb i ko
стойки круглые идут в - до 0,2мм в диаметре
|
Обрати внимание, на такой момент. Что из сопла давиться нитка определенного диаметра. Слайсер из ниток складывает модель. И вот тут могут быть моменты, что стойку он не допечатал на одну нитку или наоборот перепечатал на одну нитку (ну это если простыми словами). Принцип как понятие "разрешение". Скажем полосу в 1мм слайсер разложит на три прохода. Так же как (возможно) и полосу в 1,1мм в 0,9мм в 0,8мм в 1,2мм. И вот здесь эти моменты регулируется в настройках слайсера.
Но сначала побори отлипание. Мне кажется, если стол выставлен то первый слой 0,15 или даже 0,1мм без обдува на низкой скорости.
Далее обдув максимальный, так как деталь большая и пока начинает допечатывать здесь, то слой уже остыл.
И, еще бы проверить калибровку экструдера. Но там нужно (правильнее считается делать это без нагрузки) снимать сопло. Будешь ли ты это делать? Если даже сомневаешься- сушить или не сушить 
И да, мне не завидуй, у нас принтеры немного разные. Я при выборе тоже смотрел медведей, но... что то меня остановило. Вернее у меня лимит средств не был фиксированным и основной упор делал на предполагаемые работы и на отзывы. Неделю отсеивал рекламу от реального.
__________________
Что прекрасно подходит одному, для другого- не приемлемо.
|
|
|
|
|
4 пользователя(ей) сказали cпасибо:
|
|
|
27.01.2024, 11:22
|
#9
|
|
Модератор
Регистрация: 25.02.2010
Адрес: г.Орск
Сообщений: 5,236
Сказал(а) спасибо: 8,276
Поблагодарили 16,307 раз(а) в 4,589 сообщениях
Вес репутации: 4036
|
Цитата:
Сообщение от bbb i ko
ну и артефакты разные при старте как я понимаю:
|
Снимок1.JPG
Игорь, а это случаем не переэкструзия? Такое впечатление, что след от сопла. Я не могу толком разглядеть, но в месте, где ушко
Снимок.jpg
Оно как бы вдавлено, когда все что вокруг выше по уровню.
Если оно так, то откалибруй экструдер для начала обязательно. Иначе все остальные бубны и танцы малоположительноэффективны.
И подскажи про шаблон заполнения, какой используешь? Линии??
__________________
Что прекрасно подходит одному, для другого- не приемлемо.
|
|
|
|
|
2 пользователя(ей) сказали cпасибо:
|
|
|
27.01.2024, 09:00
|
#10
|
|
VIP
Регистрация: 04.07.2012
Сообщений: 1,968
Сказал(а) спасибо: 4,005
Поблагодарили 3,556 раз(а) в 1,174 сообщениях
Вес репутации: 1052
|
настройки скинул ..
что касается отлипания от стола, то насколько я вижу происходит оно далеко не на первом слое. В модели выше толщина печатаемой плиты 2мм, несколько слоев все лежит ровненько, потом потихоньку начинает ползти. Во вложении - как было раньше - поднималось по всему периметру, большая/маленькая деталь - не важно.
По размерам мысль твою понял, но по идее печататься должно начиная с внешнего контура (если о стойке говорить). И вся погрешность таким образом уходить вовнутрь
Цитата:
Сообщение от kylan
И, еще бы проверить калибровку экструдера. Но там нужно (правильнее считается делать это без нагрузки) снимать сопло. Будешь ли ты это делать?
|
конечно, какие проблемы
__________________
Автоматизация автоматизаций на АСУ, ТП и тд и тп..
Комплексное решение
|
|
|
|
|
Пользователь сказал cпасибо:
|
|
|
|
|
|
 Нижняя навигация
Нижняя навигация
|
|
|
 Ваши права в разделе
Ваши права в разделе
|
Вы не можете создавать новые темы
Вы не можете отвечать в темах
Вы не можете прикреплять вложения
Вы не можете редактировать свои сообщения
HTML код Выкл.
|
|
|
Текущее время: 09:29. Часовой пояс GMT +3.
|







 Комбинированный вид
Комбинированный вид